


1、首先在焊點(diǎn)的外觀質(zhì)量上來看,焊點(diǎn)表面呈圓形或橢圓形,焊點(diǎn)的數(shù)量、位置、尺寸等應(yīng)符合產(chǎn)品工藝和圖樣的要求,焊點(diǎn)目視無裂紋、氣孔、脫焊、過燒、燒穿等情況;
2、壓痕的深度;不可大于板厚的20%,如果兩工件的厚度比大于2:1,壓痕深度可增大到20%~25%,任何壓痕要拋光處理;
3、焊點(diǎn)直線度:焊點(diǎn)直線度之差左右位移量不大于3mm;
4、五金沖壓件焊接中的焊透率,為30%到80%;
5、沖壓件焊接時(shí)焊點(diǎn)需均布,焊點(diǎn)間距之差為±5mm,不得積累。當(dāng)最后一個(gè)焊點(diǎn)間距不能滿足要求時(shí)(間距過大或過小)需進(jìn)行調(diào)節(jié),保證焊點(diǎn)均布;
6、焊點(diǎn)的數(shù)量,符合該工位《焊裝標(biāo)準(zhǔn)作業(yè)指導(dǎo)書》的要求,工藝文件中規(guī)定某個(gè)焊接邊的點(diǎn)數(shù)為5個(gè)或者更少的時(shí)候,不允許出現(xiàn)有缺陷焊點(diǎn)或少焊點(diǎn)。工藝文件中規(guī)定某個(gè)焊接邊的焊接點(diǎn)數(shù)為6個(gè)或者更多時(shí)候,允許的缺陷焊點(diǎn)數(shù)量和多余的焊點(diǎn)數(shù)量見下表:
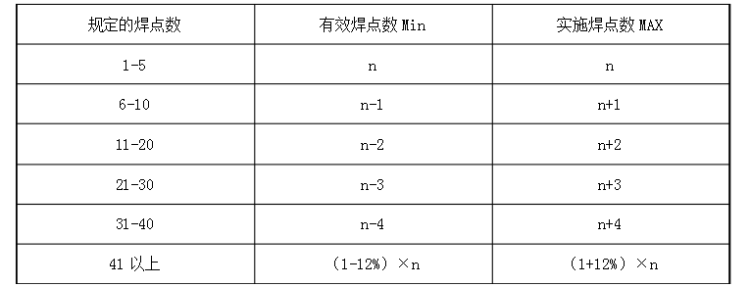
7、如果一條焊接邊允許有兩處或者兩處以上的缺陷焊點(diǎn),那么缺陷焊點(diǎn)間應(yīng)至少有一個(gè)好的焊點(diǎn)間隔,才可以看做合格,焊縫末尾的焊點(diǎn)不能有缺陷;
8、如果發(fā)現(xiàn)有異常的焊點(diǎn),在相應(yīng)的焊點(diǎn)上做好異常狀態(tài)的記錄,并將結(jié)果記錄在檢驗(yàn)記錄單上,并執(zhí)行焊接質(zhì)量問題處理流程了;
9、若缺陷焊點(diǎn)超過總數(shù)的1%,也算作質(zhì)量不合格;文章來源:http://www.hangzhouaoda.com/cyzs/1068.html